Обсуждение контроля качества картонной упаковки
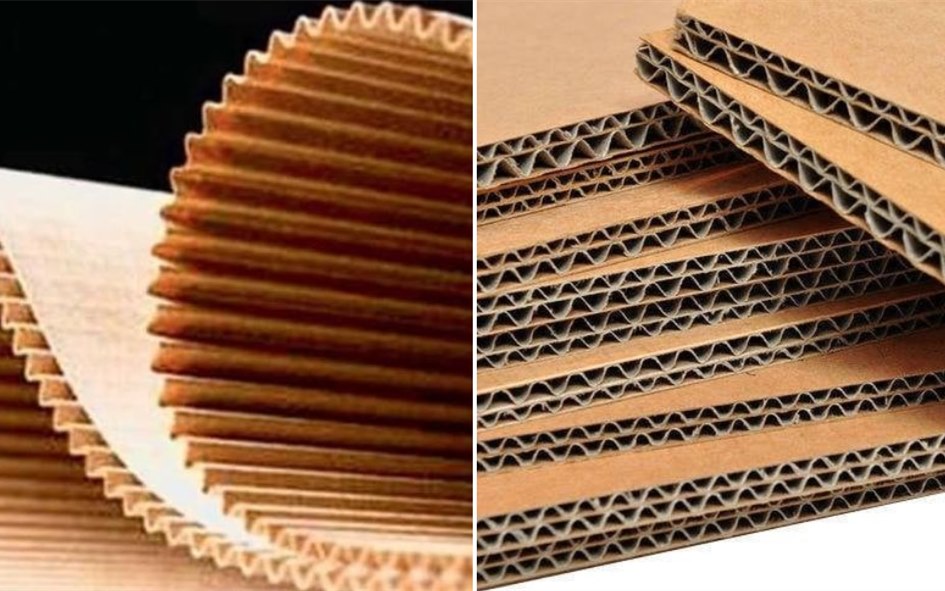
В данной статье будут подробно рассмотрены причины и механизм коробления гофрокартона, что является одним из основных принципов производства картона. Кроме того, очень полезно, чтобы некоторые операторы наблюдали за всем процессом изготовления бумаги, чтобы они могли лучше понять характеристики бумаги и более разумно решить проблему упаковки картона. Качество и характеристики бумаги Бумагоделательные машины производят гораздо более широкую бумагу, которая скручивается в один или несколько рулонов. Отдельное продольно-резательное устройство настраивается на регулировку ширины бумаги, а затем перематывает полотно вдоль заданного бумажного сердечника под контролируемым натяжением. Внутренний диаметр бумажного сердечника должен подходить для зажима на гофролинии. Бумага в центре бумагоделательной машины обычно толще бумаги по краям. Точно так же и влажность в разных положениях бумагоделательной машины различна, что видно по мокрым следам на бумажном рулоне. Современные бумагоделательные машины, оснащенные контроллерами, могут преодолеть эти недостатки, но эти проблемы все же могут возникать. Если не принять защитных мер, оба конца бумажного рулона могут впитать влагу из воздуха во время транспортировки. Что касается снижения затрат, довольно привлекательно покупать несколько тонн бумаги одновременно, но это также может вызвать риски, такие как хранение большого количества, поэтому проверка является необходимой мерой защиты для хранения. Это независимая проблема, не связанная с производством картона, но понимание этой проблемы может помочь операторам решить, использовать ли конкретный рулон, оставить его на некоторое время для настройки или утилизировать рулон как отходы. Работники мокрой части линии гофрирования должны быть обеспечены переносными измерительными приборами, чтобы они могли дважды проверить рулон перед загрузкой. Бумага является натуральным продуктом, поэтому, как между разными рулонами бумаги, так и в одном и том же рулоне различаются бумаги. Расширение или усадка исходной крафт-бумаги из ростовых волокон в направлении, перпендикулярном текстуре бумаги, в два раза больше, чем вдоль текстуры бумаги. Современные бумагоделательные машины специально разработаны для придания произвольной ориентации волокнам внутри бумаги, а не для выпрямления волокон вдоль направления движения оборудования. Если бумага расширяется из-за повышения влажности, переместите бумагу обратно в среду с исходной влажностью, и бумага уменьшится до меньшего размера в вертикальном и горизонтальном направлениях. Это явление называется «эффектом запаздывания». Если вы повторите те же действия для той же бумаги еще раз, бумага в целом еще больше сожмется, но степень усадки будет уменьшаться с каждым повторением. Бумага с высоким содержанием влаги с большей вероятностью впитает дополнительную влагу, чем бумага, которая была предварительно высушена. Если бумагу нагреть, эффект водопоглощения усилится, подобно эффектам расширения и усадки. Размер более светлой лицевой бумаги ...